

无需繁琐的文字描述,观看我们的视频,让不锈钢板加工设计产品一览无余!
以下是:不锈钢板加工设计的图文介绍

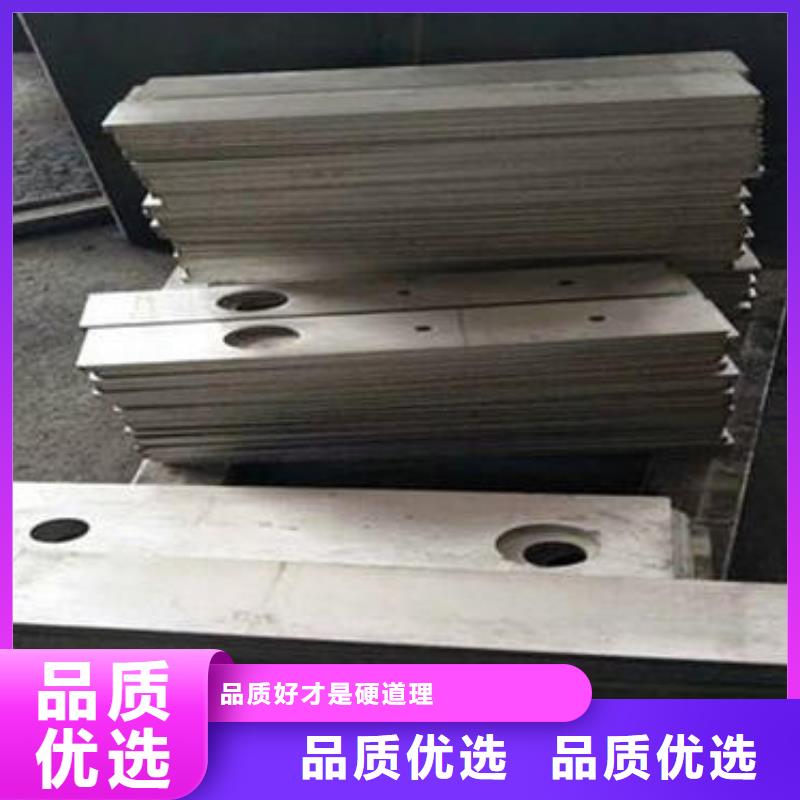
不锈钢到现在有90多年的发展历史,许多不同的不锈钢性能。根据组织结构,分为马氏体不锈钢(含不锈钢)、铁素体不锈钢、奥氏体不锈钢和奥氏体不锈钢双相不锈钢等四大类;根据铬不锈钢、铬、镍、不锈钢、低碳不锈钢、高钼不锈钢、高纯不锈钢等化学成分;根据性能特点和用途,分为不锈钢、不锈钢、不锈钢、耐腐蚀不锈钢、不锈钢、高强度不锈钢等;按功能分为低温不锈钢、不锈钢、不锈钢、超塑不锈钢等;不锈钢按组织结构为铬不锈钢和铬镍不锈钢2种; 使用分硝酸不锈,耐硫酸盐铁,耐海水不锈钢;根据腐蚀点类型可分为不锈钢,高应力腐蚀不锈,耐晶间腐蚀等。根据功能特点,分为无磁不锈钢、易切削不锈钢、低温不生锈、高强度不锈钢等。 随着科技的发展,激光已经在我们生活中得到了广泛的应用,如用于准确定位,以及测量设备等,激光切割机作为近几年新兴的工艺手段,能把能量密度很高的激光束照射到待加工工件上,使局部受热熔化,然后利用高压气体吹去熔渣形成切缝。激光切割机的这些特点奠定了它的优势。割缝窄,精度高,割缝粗糙度好,切割后无需后道工序的再处理。激光的自动化程度高,可以全封闭加工,无污染,噪声小,极大的改善了操作人员的工作环境。加工成本低廉。设备的一次性投资较贵,但连续的、大量的加工超终使每个零件的加工成本降低下来。激光为非接触加工,惯性小,加工速度快,配合数控系统的CAD/CAM的软件编程,省时方便,整体效率很高。


不锈钢制品的抛光工艺可以分为打磨和出光两部分,上道转入抛光工序的工件进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整.如果无上述缺陷,进入本抛光工序。粗磨,用600号的砂带在三面上往返磨削工件,本工序要达到的目标是去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤。半精磨,用800号的砂带按照前面往返磨削工件的方法中磨工件的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。精磨,用1000号的砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同.本工序要达到的目标是磨削部分与工件未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的工件要基本接近镜面效果。 2507是一种铁素体—奥氏体(双相)不锈钢,它综合了许多铁素体钢和奥氏体钢超有益的性能, 由于该钢铬和钼的含量都很高,因此具有极好的抗点腐蚀,缝隙腐蚀和均匀腐蚀的能力.双向显微组织保证了该钢具有很高的抗应力腐蚀破裂的能力,而且机械强度也很高。2507不锈钢应用于石油和天然气工业;海上石破天油平台(热交换器管,水处理和供水系统,消防系统,喷水系统,稳水系统; 石油化工设备; 脱盐(淡化)设备(和设备中的高压管,海水管);既需要高强度同时又需要高耐腐蚀性的机械和结构部件;燃(废)气净化设备.主要成份:25Cr-7Ni- 4Mo-0.27N。

